Automate inspection tasks with computer vision
In a previous blog post, we explained how the subset of computer vision, image recognition, is driven by deep learning and, more precisely, by Convolutional Neural Networks (CNN). Today we want to focus on what practical value computer vision can bring to your business.
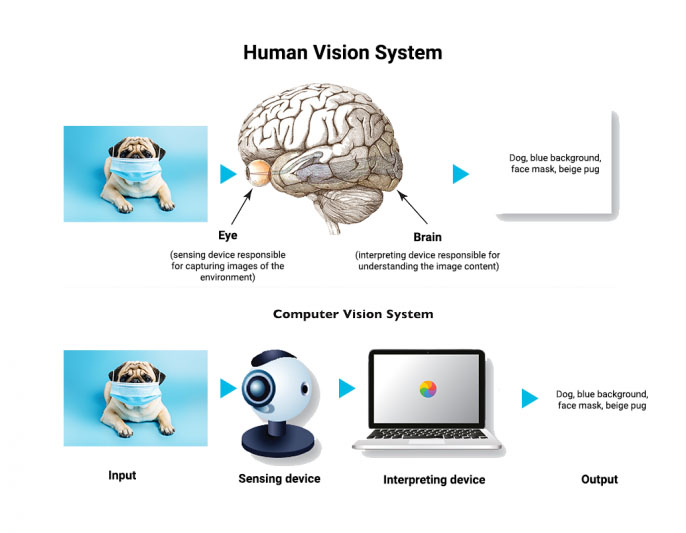
Our brain is a beautifully complex machine; with one look at a picture, we can immediately describe all of the visibly present information. Have a look at the picture below.

If asked what the image is about, you would probably tell me there is a dog, more specific, a beige pug, with a surgical face mask that lies on a blue background. It’s also probably related to the coronavirus as a concept of protection against the disease.
The day a computer can get to this level of precision and generality has not come yet. But we are steadily closing the gap, and some practical use cases are already where computer vision proves highly valuable.
What is computer vision?
Computer vision is the field of computer science that focuses on creating digital systems that can process, analyze, and make sense of visual data (images or videos) like humans do. The concept of computer vision is based on teaching computers to process an image and understand it. As images and videos are very specific data, AI computer vision techniques have evolved into a niche within machine learning. Technically, machines attempt to retrieve visual information, handle it, and interpret results through algorithms.
Different forms of computer vision
Here are a few common tasks for which computer vision systems can be used.
Object classification
The system parses visual content and classifies the object on a photo/video to the defined category. For example, the system can find our dog among all objects in the image. Just like we talked about in our previous blogpost.
Object classification has a very data-driven approach to classifying images into distinct categories. Instead of trying to specify what every one of the image categories of interest looks like directly in code, we provide the computer with many examples of each image class and then develop learning algorithms that look at these examples and learn about the visual appearance of each class.
We first accumulate a training dataset of labelled images and then feed it to the computer to process the data. The most famous architecture used for image classification is Convolutional Neural Networks (CNNs). A typical use case for CNNs is where you feed the network images, and the network classifies the data.
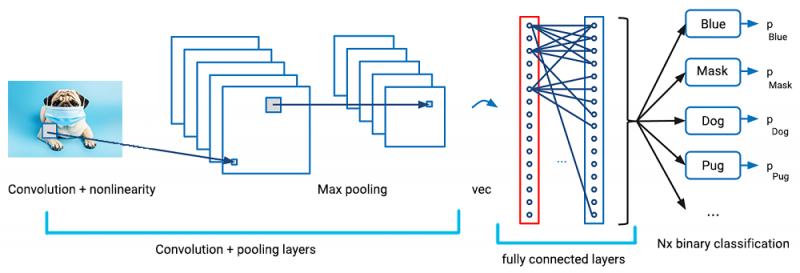
Image classification with a CNN
Object classification is already incorporated in, e.g. medical applications for purposes such as breast and skin cancer detection. These image detection techniques allow doctors to detect slight differences between cancerous and non-cancerous images. This allows them to work faster and produce more accurate diagnoses for the patient.
Many manufacturers are now using it as an automatic quality control aid to increase overall consumer satisfaction. See our use case below for more information.
Object identification
The system parses visual content and identifies a particular object on a photo/video. For example, the system can find a face mask on the dog in the image.

The task to define objects within images usually involves outputting bounding boxes and labels for individual objects. This differs from the classification/localization task by applying classification and localization to many objects instead of just a single dominant object. You only have two object classification classes: object-bounding boxes and non-object-bounding boxes. For example, in car detection, you must detect all cars in a given image with their bounding boxes.
Image credit: Priya Dwivedi
ML2Grow has experience with this parking lot occupancy detection technique or traffic flow analysis.
Object tracking
The system processes the video finds the object (or objects) that match the search criteria and tracks its movement.
This can be used, for example, to recognize patterns between human body movement and pose over multiple frames in video footage or real-time video streams. For example, our research has been used to track swimmers moving through the water. Those video recordings can quantitatively assess the athletes’ performance without manually annotating the body parts in each video frame.
Or in agriculture, where we can automatically monitor crop growth. Object tracking allows to continuously and non-destructively monitor plant growth and the response to nutrient requirements.
This technology can also be used in retail to track customers within a store. Strategically placed counting devices throughout a retail store can gather data about where customers spend their time, and for how long. This can be used to improve store layout optimization.
A social distancing detector using object tracking. Image credit: Basile Roth
How can we apply this technology to your business?
As you can see computer vision has now a massive impact on companies of all industries, from retail to agriculture. It is especially useful for problems where we would need a human’s eye to assess the situation.
Use Case
Let’s illustrate with a use case in how implementing our advanced machine learning helped them to tackle some of their most important issues.
A manufacturer based in Flanders was interested in implementing an automated quality inspection system into its production line.
The problem
The visual quality control of the manufactured goods happens using a control table controlled by an operator, without technical tools, visually detecting errors in the manufactured goods. This is going at a certain speed. The process roughly consists of the operator manually checking the original sample with the manufactured ones.
The customer wanted to modernize their machine park to boost the efficiency and speed of the control process. Adopting our technology would allow them to automate their production process further.
Our solution
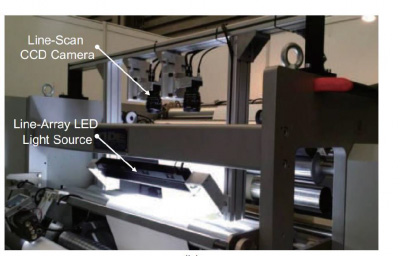
Our main goal is to take control of the project and fully unburden the customer to achieve the set goals. We will assess and install the preferable camera and roll out our AI solution to process the visual data. We create private secured data storage and a cloud system for storing the data and develop a feedback system for the machine operator. Our job is to train the employees with the new technology and use their feedback to perfect the system.

Example architecture of an AI model for the detection of flaws in a production line. Image credit: Shuang Mei, Yudan Wang, Chuan Wu
What are the benefits?
First, human operators would be aided by technological systems that will allow them to work more efficiently and faster. It will also improve the operators’ activation and working conditions by eliminating repetitive tasks.
Computer vision brings intelligence to the quality control and monitoring process. A deep learning model analyses images of goods on the production line, using the knowledge gathered from training data based on expert labellers’ insights. This minimizes the number of goods and products thrown out and bad products reaching the market.
In short, this will lower the number of returns from end consumers through more accurate and thorough control of the manufactured goods.
This video from BMW perfectly demonstrates what is possible with computer vision in production lines.
The results
The automated quality control process that we implemented for our customers now safeguards their brand reputation by minimizing faults in production lines and allows the operators to focus on more meaningful tasks and less repetitive work.
We deliver projects from A to Z, tailored to your needs.
Interested? Contact us now and take your business processes to the next level.
